Couldn't leave well enough alone with the shroud--and I guess I wanted some kind of redemption for screwing up the breech project.

Found a suitable ball nose milling cutter--it's a pretty large one at 7/8". The collet next to it is an R8 type. R8 collets are normally used to hold tooling.
Another type of collet--a 5C size--fits in a work positioning fixture called a spin index. Nick sent the index along with a machinist tooling kit-in-a-box gift pack when I bought the mill. Finding a box from Nick at the mailbox is always a treat--and a spin index was on my short list. Work can be rotated and positioned in increments as fine as one degree. Looks like the ticket for making ported muzzle brakes on a mill or drill press.
OK so an appropriately sized collet is installed in the index, then the work is installed into the collet. What's a collet? It's a slotted tube that grips around the work and squeezes inward--closing the collet--as the collet is tightened to the tool. They have tremendous gripping power but a rather small range of useability. I think the 5C's only collapse about 1/64" or so.
Due to the length of the shroud, the spin index by itself won't be sufficient to hold the piece for milling. The plan was to not actually anchor the indexer, but to set the work across the vise jaws and clamp the work in the vise to make a cut. After making the cut, the jaws are opened and the piece is indexed to the next location, vise is clamped and another cut is made.... I want to mill six flutes, so I'll rotate the shroud 60 degrees after each cut.
...If I ever get that far. The work is too low in the vise jaws.
A couple 1-2-3 blocks underneath the index gave the height required. I'll skip pictures of the mind numbing work to get the vise correctly aligned .
A bit ahead of myself, but the 7/8" ball mill was chucked and the head positioned. The quill was brought down until the tip of the cutter just made contact.
The mill has a digital readout for the spindle depth. This was set at zero.
Backed off the table and lowered the quill and visually looked at how deep I wanted the cut.
Noted the reading. This is the mill to depth.
To make sure the shroud is positioned to the same left/right location each time it's indexed, I made a work stop from an insert vise and a piece of square stock. When the end of the shroud touches against it, I know it's in the same location as before.
Next, adjusted the table travel stops. This will ensure the slots are all the same length.
Took a couple passes and worked my way down.
Rotated, and did it again.
And again...
And again... Eventually, I had six flutes.
Need to add some set screws to attach the shroud to the barrel. Rotated the work 30 degrees and lined up on a rib. Switched from the ball mill to a drill chuck. Spotted for the hole with a center drill.
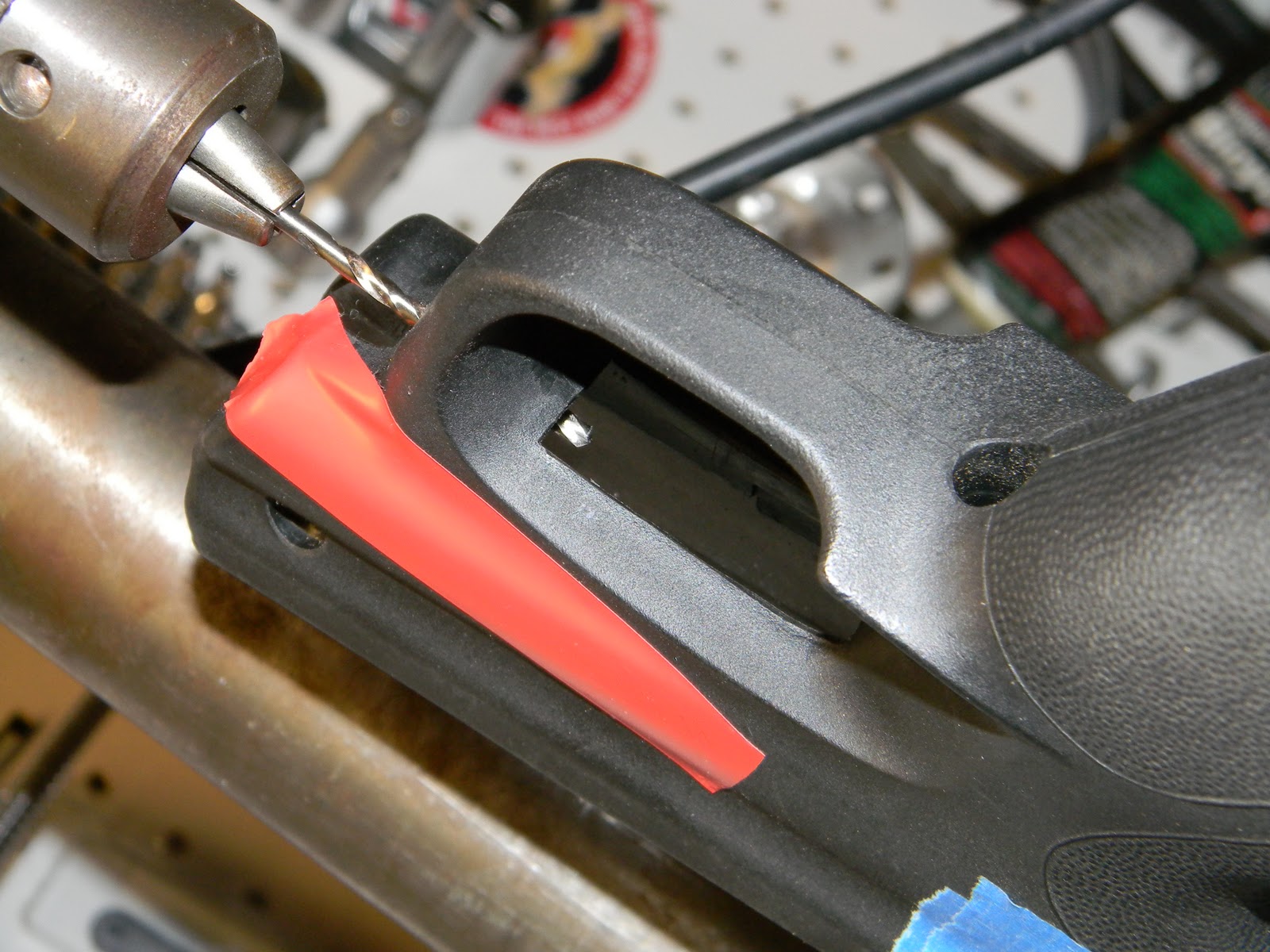
Drilled through one wall with a #30 bit.
Followed by a piloted tap. The chuck holds the base of the tap handle perpendicular to the work and the tap handle is manually turned to cut the thread.
Used an M4 x 0.7mm tap. As is my norm, when the gun is metric, the accessory fasteners are metric. When the gun is Imperial...you get the idea. Did this two more times.
Deburred the inside of the shroud. The set screws need trimmed to length and the shroud needs a finish.
More soon.