The plan to do the milling on the barrel sleeve at work fell through. Our milling machines were set up and in the middle of operations for customers. So, Plan B, Version 1.0 it is. The milling gets done at home.
As the sleeve is 16" long, the 4" milling vise was going to need some assistance.

Dug out a second milling vise and did a rough alignment.

To mill flats on a round tube, vises don't have to be precisely aligned with the X-axis of the milling table. Each vise DOES need to be lined up with each other to hold without bending and distorting the tube.

With the vise table bolts loose, I moderately clamped the tube in each vise. Let the vises float on the mill table and essentially self-align, then clamped the vises down.

The first set up problem was to get the barrel sleeve high enough above the vise jaws to make the cuts, but low enough to clamp securely. The problem was immediately evident. My two vises don't match in jaw height. Right side vise jaws are about 1/4" higher. I propped the work up on each end with a 1-2-3 block as a workaround.

One side looks good, the other, not quite high enough.

Gage blocks make really good precision shims.

Ended up with about .200" or so (per side). As a future project, I really should make a taller set of vise jaws for the low guy.

When the high point was the same--within a few tenths--the vises were snugged up and the height double checked. Want it the same at each end of the table. This gets the work parallel to the machine even though the vises are different heights.

Four flute 3/4" end mill. First pass of about 0.030" looked pretty good. Kept track of the depth of cut on the first side with both the quill's digital readout as well as measuring wall thickness.
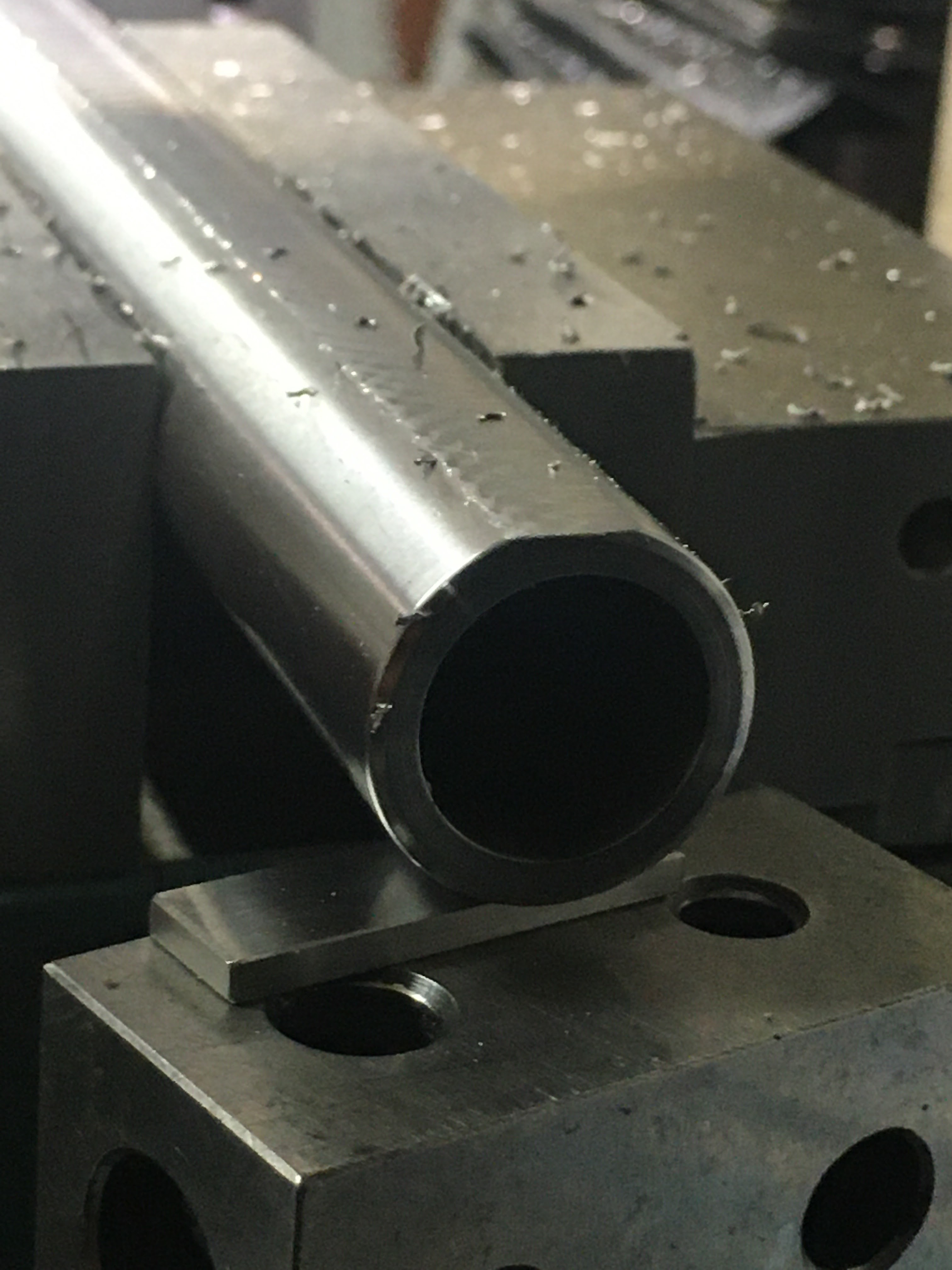
The tube OD is 0.875" and the ID is 0.635. That .240" difference is then divided by two leaving 0.120" of wall thickness. I'd like to end up somewhere around .040--.050" at the thinnest wall. About 0.070" off of each side.



"Regular" OD micrometers won't measure an accurate wall thickness on a tube. This is a ball micrometer. The fixed jaw has a radius that fits into the curved ID of the tube and contacts the lowest point.

After taking about 0.070", I was ready to flip the sleeve over and cut the second flat when I had another problem. Holding a straight edge against the flat showed the bow. The tube had warped approximately 0.011" from the milling cut. I don't want to cut side two with it out this much. Called it a night.
Took a look at my tube specifications. This DOM (Drawn Over Mandrel) tube is cold-worked. Cold (compared to Hot) working steel leaves stress layers in the steel. Milling or grinding though these layers often causes the steel to twist and warp slightly as it stress relieves. High precision parts are typically made from hot rolled or normalized steel that has been processed to remove/eliminate the stress and prevent or minimize this problem. I just remember that removing a fairly large surface area can cause the piece to move.

At work the following day, did some quick inspection.

At the hydraulic press, set on two points and lined up on the high spot.

Since I know it's exactly 0.011" out of flat, I set a 0-1" indicator under the part and offset my zero by 0.011".

With an aluminum block under the ram to protect the work, I gingerly pressed the tube. The tube has to be bent beyond the .011" as it springs back if not pressed far enough. Press, watch the indicator. Let it spring back, check the indicator. Did it move? Press a bit further this time--while you watch the indicator--then let it spring back. Rinse, repeat...

After about 5 minutes, it was within 0.0005"


Back home to the milling machine.


Side two was machined until the wall thickness was identical to the first side.

Yep, it warped again. Damn near the same amount. I'll take back to work and repeat the straightening before setting up on center for the groove.
More in a couple days. Thanks for checking in.

1 comment:
I appreciate your dedication to excellence, and creativity in using what you've got at hand to get the job done. This is a fun build to "ride along" on.
Post a Comment