Chucked it in the Taig and cleaned it up. Started to turn down the end for the loading probe.

This has to carry the pellet from the mag into the breech and seat the pellet into the rifling just in front of the transfer port. Didn't like it. Started with another piece of metal.

Playing with the shoulder just past the tip. Needs to fit the o-ring in the breech end of the barrel. Didn't get very far, but scrapped this one, too.

Changed cutters and another piece of steel.

Getting there.

This looks promising.

Except it doesn't work. The barrel and the bolt boles in the breech aren't aligned quite enough to work. Looks like the 0.250" drill bit wandered while drilling the through hole. It's just enough that the o-ring in the barrel isn't going to pressure seal to the bolt. Had to stop and regroup.

Clearly, I need to re-drill the hole for the loading bolt from the muzzle end. It's difficult to re-drill a hole in a slightly different location as the bit wants to simply follow the old path. Going to go up a size to 3/8" and hope the larger diameter (and accompanying boost in drill bit rigidity) is the solution. Also concerned that the extra-long 3/8" bit will wander all over as it passes through the 7/16" bore of the breech. I'll make a drill bushing that acts as a guide. Polished up a couple pieces of hobby brass tubing. I sleeved a few pieces of the tubing to get a 7/16" OD--for the bore of the barrel with a 3/8" ID--to guide the drill bit.

With a 7/16" aircraft bit chucked and slid into the breech for alignment, the breech was blocked, shimmed and clamped to the table. Removed the drill bit and chucked a spare Crosman barrel. Moving the x-travel on the carriage slid the barrel into the bore of the breech verifying alignment.

A 3/8" aircraft bit. Checking the ID of the bushing.


Pressed the bushing into the breech, and chucked the 3/8" bit.

You can see how much breech that 3/8" bit would have to travel unsupported until it hit the bolt hole.

Contact. Kept it flooded with cutting oil and constantly stopped to clear chips.

Break through.

The only additional re-work on the breech was a slight deepening of the counterbore for the rear hold down screw.

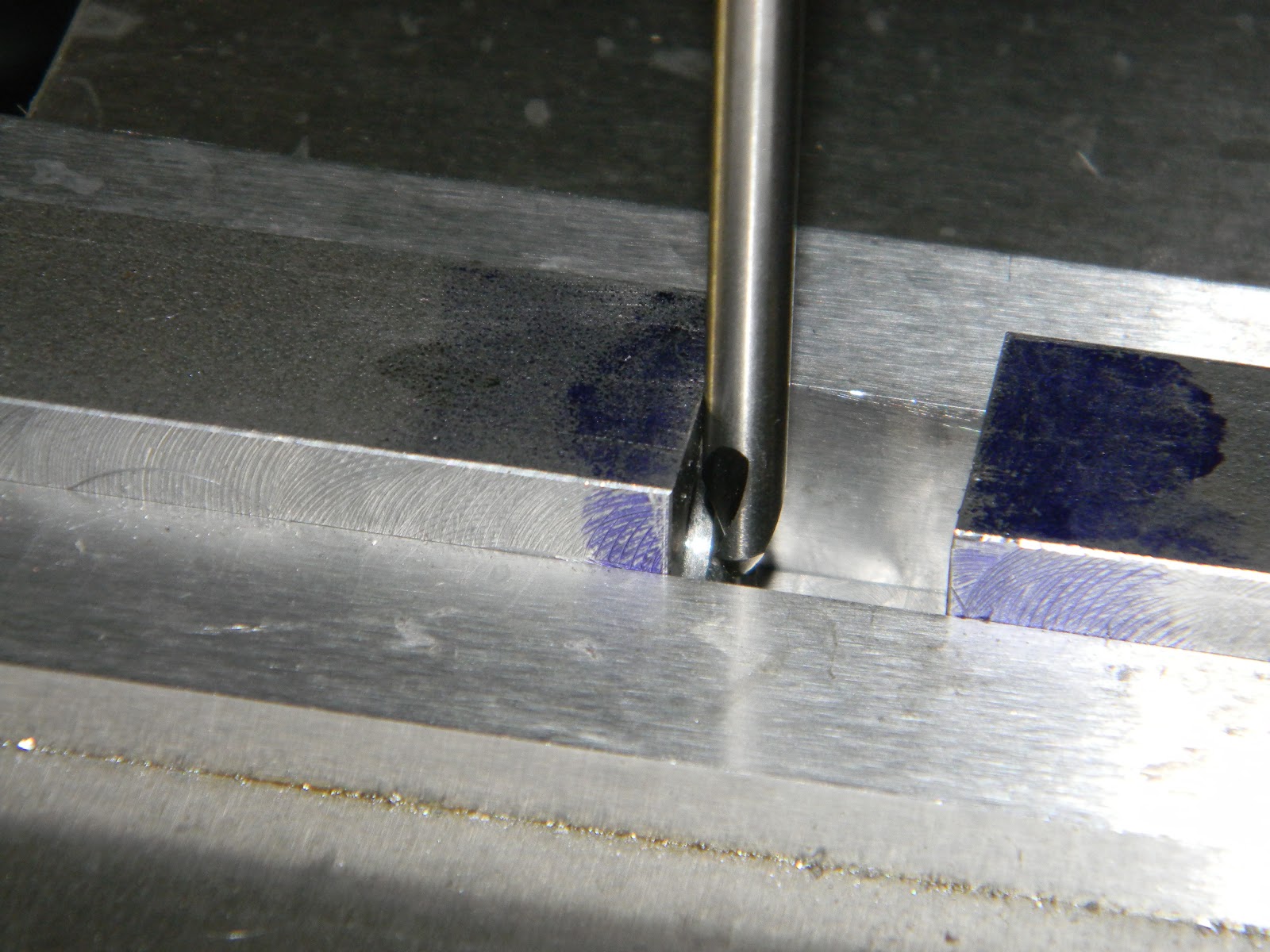
Ran a 3/8" reamer to clean up the hole and found a 3/8" diameter pointed indicator.

It actually worked.

So the loading bolt will be made from a piece of 3/8" drill rod rather than 1/4".



The bolt is three diameters. The probe seats the pellet. The middle is just big enough to fit through the Marauder magazine and then passes through the o-ring in the barrel. The rear of the bolt is 3/8" diameter to match the new hole. Those scribed lines in the layout fluid are reference points for bolt location during loading and cocking.

I slid a 3/8" piece of drill rod through the bolt hole to use as a reference before cutting the cocking handle slot into the left side of the breech.

Assumed that the hole wasn't quite parallel to the length of the breech. Figured I'd have to bump the milling vise slightly to cut the slot in line with the hole. With a pointed wiggler, I centered up on each protruding end of the rod. Huh? Don't have to adjust the vise.

Centered and spotted.

Touched off with a 5/16" bit to get the full diameter.

Followed with a modified 5/16" bit to deepen the hole and produce a flat counterbore. Didn't drill deep enough to reach the bolt hole--yet. Repeated the 5/16" counterbore near the rear of the breech.

Set the table travel stops and milled a 3/16" wide slot between the two counterbored holes. Milled the slot through the side into the bolt hole. The holes at either end of the cocking handle slot will be locking positions for the bolt.

Another disaster averted. More soon.