All set to reassemble the 303 until I noticed the breech seal was dead flat. Might have even been rebated slightly. I don't think that's a particularly good thing for a breech seal. Could have just shimmed it out, but for the time it would have taken me to make a shim, I opted for a new seal instead.

Dug it out, guessed at the correct thickness...

and found a scrap piece of a dead leather sling.

A couple punches on a block of wood,

and we're in business. Hit the seal with some pure silicone oil then started to put the gun back together.

Skipping the boring stuff. Painted the mainspring with a coat of moly.

Even skipped the spring compressor since I knew how little pre-load was involved. Used a deep socket and just leaned into the workbench. The plate and cross-bolt went together easily.

This gun doesn't require the barrel be attached to the compression tube before the mainspring is installed. Moly'ed the daylights out of the pivot joint and barrel latch. Excess will be wiped off.

Pivot bolt snugged up.

Lock bolt installed.

Trigger unit goes up then forward into the tube.

Like so.

Installed the end cap (I ran out of enthusiasm to make a steel cap) started the cross pin, installed the safety lever and drove the cross pin home. It's not a tight fit. It just keeps the trigger group in location.

Had to deepen the spring seat about 1/16" to accommodate the more substantial steel "button" made in the last post.


Button with a bit of moly. The cocking lever sits on top of this button and slides across the face as the rifle is cocked. The spring loaded button pushes the cocking lever upward against the compression tube. Installed all the stock bolts and trigger guard and test fired the gun. Vibration is now virtually non-existent, though the gun still has some recoil. No surprise--it's at least four pounds lighter than a typical 10-meter rifle. Trigger is now in the realm of useable. Feels pretty much like a Rekord at this point. I'm not really interested in making this an eleven pound target beast, but the gun does need some additional muzzle stability.

Ordered a piece of 3/4" OD steel tubing from
Speedy Metals. It's a DOM tube--Drawn Over Mandrel--the tolerances are typically tighter and the seam is essentially removed during manufacture.

It's not quite the slip fit over the barrel that I'd hoped for. It has an ID of 0.560" but the barrel measures between 0.555" to 0.562". Gotta open the bore up a tad. I don't have a boring bar 4" long so...

Chopped about 8" of tubing into three random length pieces.

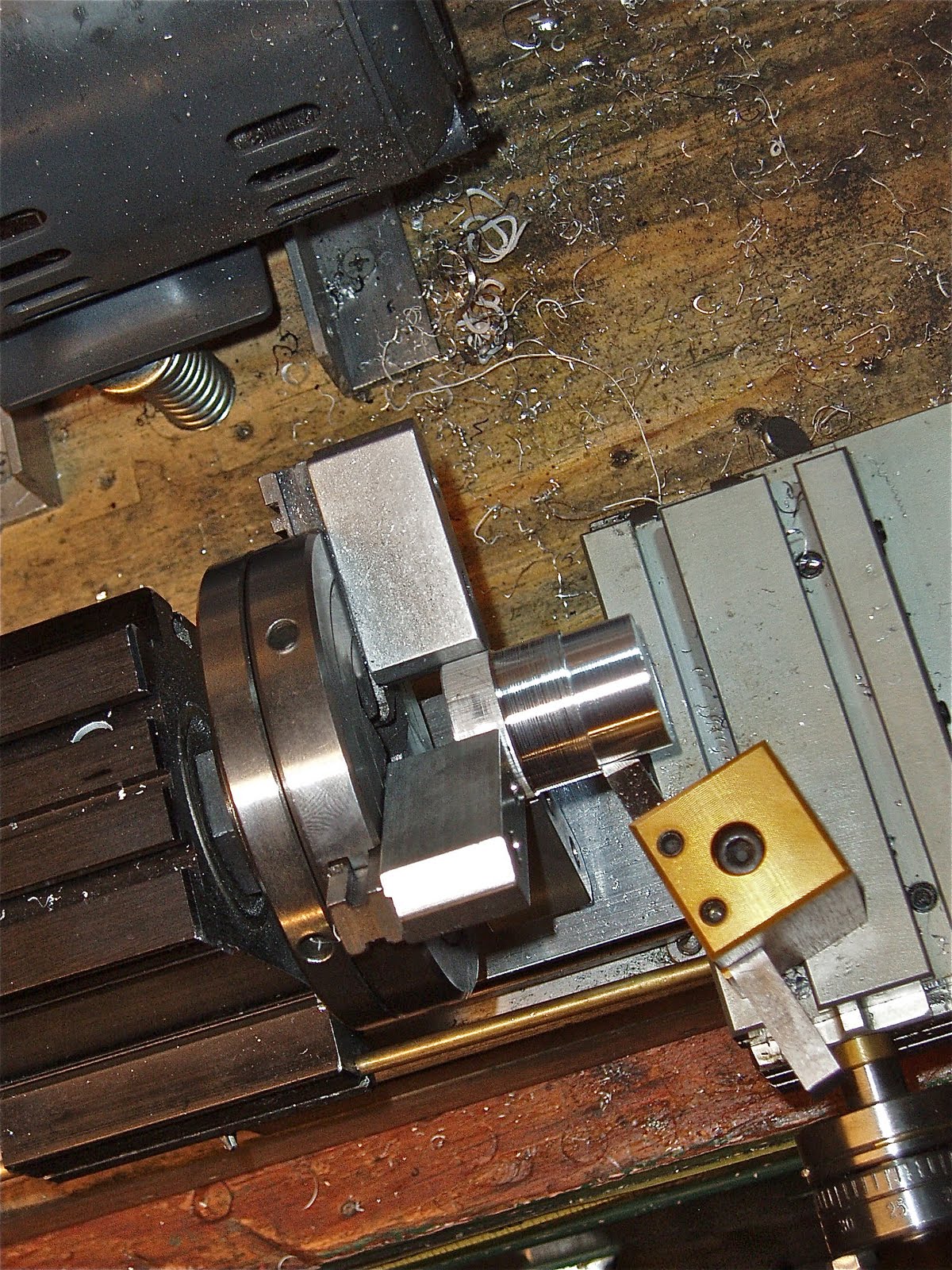
Faced all the ends on the Taig.

Then bored all the pieces out. The longest piece was bored out just beyond half it's OAL, then flipped around in the jaws and finished. The amount of overhang shown here didn't work well.

The steady rest took care of the flex from the tube. Now, the flex from the boring bar was another matter--but it worked.

Two of the three pieces bored to size. Testing involved trying to slide them over the muzzle. Tricky.

The medium length piece was voted most likely to be tapered.

The compound was used on the crosslide to cut the taper. I didn't measure anything--just set an angle that looked good.

Lot of light passes at this stage will cut the final finishing time tremendously.

The three pieces lined up. About seven-and-a-half inches here after-all-the-facing.


Chucked each piece and sanded. Yes, the lathe bed was protected with extra aluminum foil from my hat.

A fine sanding pad followed by 500 grit emery paper worked well.

Need some set screws to attach the weight to the barrel. Luckily, I had just enough M4's--all the gun's fasteners are metric, so I try to stay consistent. A #30 drill bit is pretty close to the tapping size I need.

Centered up a vee block and spotted the pieces with a center drill.

Followed by the #30.

The long piece gets two set screws, so to put them in the same line, I drilled and tapped one hole before drilling the second.


I left the tap still threaded into the first hole sticking up.

By sighting from the side, I rotated the tube until the tap appeared parallel to the drill bit. It's not the perfect solution, but it works well enough for projects like this.

Still trying out the
Van's Instant Gun Blue. So far, the "after-rusting" that plagues most of the cold blues hasn't happened. Van's is supremely easy to blend and doesn't wipe right off on an oiled rag the next day. It's possible to really buff the work with steel wool and the bluing stays put. So far, I think it's a winner.

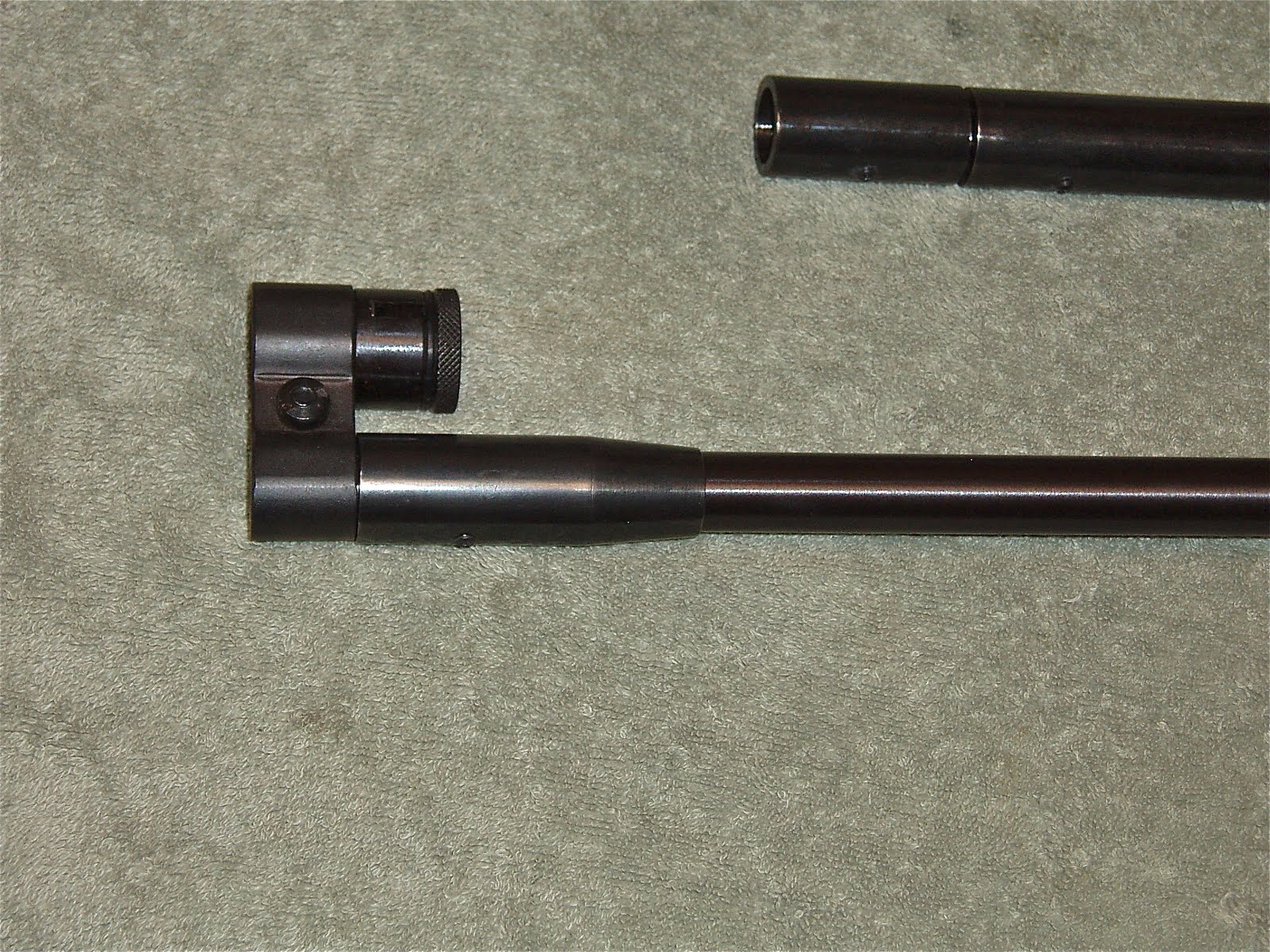
Looks like a close color match. Really trying to make the weight unobtrusive. Want it to look like an original part from the factory.

The, uh, front sight.

Lots-o-options. Like no weights.

Or one weight...

Two weights--option A.

Two weights--option B

Three weights. Heady stuff!

The three combined add just over a quarter pound of additional weight to the muzzle.
Final: Well, sleeving the transfer port took care of the piston hammering into the end of the compression tube. As I was shooting the gun this evening, it was so nice, it was almost easy to forget just how bad it actually was from the factory. It's now very, very close to what I envisioned this old gun to be when I first saw it.
I didn't have time to set up the chrony, so next time it's out, I'll probably throw some velocity numbers in here.
I'm calling it quits on the Haenel for now. I'll probably come back to it in a couple weeks. Entertaining the idea of inletting an accessory rail into the forend. Yeah, the rail is already sitting here, but I want to do some work on the new TF79 from Guy first.
More soon.